 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtApplication de VEICHI AC300 dans le système de contrôle de transmission synchrone
Aperçu
Avec le développement continu de la société et les progrès rapides de la science et de la technologie, de plus en plus de situations de travail mécaniques doivent être contrôlées de manière synchrone. Afin d'améliorer l'efficacité de la production, les processus de production et de traitement modernes sont une production automatisée et continue. Par conséquent, la fiabilité, l'économie, le rapport de vitesse et les performances de synchronisation du moteur d'entraînement sont soumis à des exigences plus élevées. À l'heure actuelle, il existe un contrôle synchrone commun dans le textile, les machines, les fibres chimiques, l'acier, l'énergie électrique, le papier, l'alimentation, la chimie, le pétrole, le bois et d'autres industries. L'onduleur VEICHI a des cas d'application réussis pertinents dans ces industries. Voici quelques applications connexes simples.
Application de l'onduleur AC300 dans le contrôle synchrone de la machine de formage
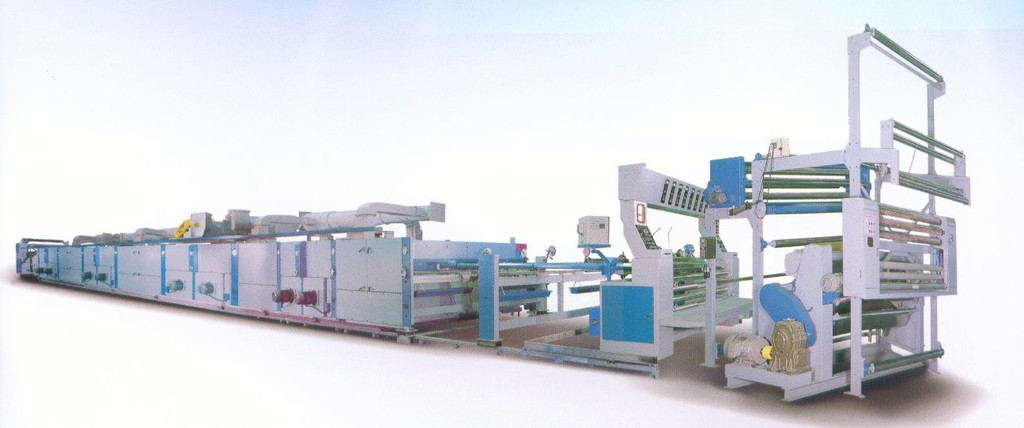
1. Le principe de fonctionnement de la machine de pose
Le tissu non façonné est introduit dans la machine par le décapant plat, et la machine attache automatiquement les deux extrémités du tissu à la planche à aiguilles. Les deux extrémités de la planche à aiguilles entrent dans le four avec l'étape de fonctionnement mécanique, le four est chauffé électriquement et le ventilateur est soufflé. Après plusieurs fours consécutifs à température constante de différentes sections de température, après être entré dans la queue, après refroidissement et électricité statique, la balançoire tombe dans le tissu, et le tissu est net et beau.
2. La composition de la machine à façonner et le rôle de chaque pièce
La machine de mise en forme est principalement composée de cinq parties : une partie d'alimentation, un alimentateur de trame, une chaîne, un four et un dispositif de distribution de tissu.
(1) Chargement de la pièce
La structure est relativement simple, composée d'un bac et d'un rouleau. Le tissu pénètre dans l'auge, transporte le matériau chimique, puis presse le matériau chimique en excès à travers le rouleau pour le nettoyer. Par conséquent, le matériau chimique sur le tissu est très uniforme, ce qui est une condition préalable à l'obtention d'un tissu coiffant de haute qualité. Il convient de noter ici qu'il faut toujours faire attention à savoir si la pression sur les côtés gauche et droit du rouleau est cohérente. Sinon, le côté avec moins de pression sera plus chargé, tandis que le côté avec une pression plus élevée aura moins de matière, et le tissu aura des problèmes de qualité incohérents.
(2) Chargeur de trame
L'aligneur de trame sur la machine fixe est l'aligneur de trame photoélectrique Mahlo RFMC94H. Il y a quatre ensembles de capteurs sur l'aligneur de trame photoélectrique Mahlo. Chaque capteur est constitué de deux parties, éclairante et sensibilisante. La partie action adopte un système hydraulique. Lorsque le signal de la taille inclinée est retransmis au tableau de commande, le tableau de commande émet une commande pour entraîner le système hydraulique afin de régler l'angle du rouleau incurvé ou du rouleau droit pour corriger la trame. Concrètement : lorsque le centre du tissu est différent des deux côtés, le rouleau courbé se déplacera ; lorsqu'il y a une différence entre la gauche et la droite, le rouleau droit se déplacera.
Chargeur de trame
(3) Pièce de chaîne
La rame sur la machine de pose est produite par la chaîne. La chaîne de la machine de réglage est entraînée par le moteur haute puissance près du tissu qui tombe. La chaîne est équipée d'une plaque à aiguille. Lorsque le tissu entre dans la chaîne, le tissu est pressé par la roue de brosse sur la roue de pressage. Sur la petite aiguille du plateau, le tissu peut entrer dans le four sous l'entraînement de deux colonnes de chaînes. Ce type de pannes de machine est différent des autres stéréotypes. Il peut contrôler le tirage de chaque aiguille pour obtenir de bons résultats. Certaines machines de réglage ne peuvent pas régler les aiguilles. De forme rectangulaire ou trapézoïdale.

Partie de chaîne
(4) Corps du four
La machine de réglage a huit ensembles de fours, et l'air est continuellement pulvérisé sur la surface du tissu par les trous fins sur le cadre du jet en forme d'étoile sous l'action du ventilateur de circulation. Une fois que l'air chaud entre en contact avec le tissu humide, la température baisse et l'humidité augmente, et est évacuée du grand trou dans le cadre du jet en forme d'étoile, passe à travers le filet de filtre, puis circule en continu par l'échangeur de chaleur. L'échangeur de chaleur est situé sous le filtre et le charbon chaud est de l'huile chaude. L'échangeur de chaleur possède de nombreuses ailettes fines pour un échange de chaleur efficace.
(5) Tissu tombant et dispositif d'enroulement
La machine de pose peut être disposée de deux manières, selon les besoins de production, sous forme de toile ou de rouleau. Les deux modes sont entraînés par le moteur pour entraîner la chaîne. Lorsque le tissu est utilisé pour retirer le tissu, la stabilité de tension du tissu doit être élevée et le tissu doit passer à travers un rouleau de guidage de réglage de tension commandé par le cylindre pneumatique. Dans le cas d'une toile de type toile, la toile n'a pas besoin de passer par le rouleau de réglage de tension pour passer par un guide fixe.
Tissu tombant et dispositif d'enroulement
3. La machine de pose peut être disposée de deux manières, selon les besoins de production, sous forme de toile ou de rouleau. Les deux modes sont entraînés par le moteur pour entraîner la chaîne. Lorsque le tissu est utilisé pour retirer le tissu, la stabilité de tension du tissu doit être élevée et le tissu doit passer à travers un rouleau de guidage de réglage de tension commandé par le cylindre pneumatique. Dans le cas d'une toile de type toile, la toile n'a pas besoin de passer par le rouleau de réglage de tension pour passer par un guide fixe.
Dans le cas d'une toile de protection de type toile, la toile n'a pas besoin de passer par le rouleau de réglage de tension pour passer par un guide fixe
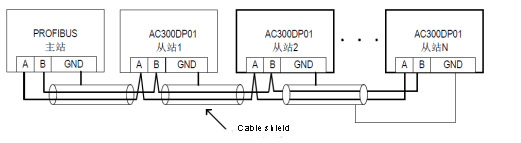
4. Afin d'assurer la synchronisation de chaque moteur, déterminer le rapport de transmission mécanique, planifier chaque association de transmission, le variateur sous forme d'esclave et l'ordinateur hôte via le mode de communication (MODBUS 485 ou PROFIBUS DP), et envoyer l'ordre de marche et fréquence donnée. L'excellente capacité de réponse de notre onduleur AC300 peut répondre rapidement à la commande donnée par l'ordinateur hôte, assurant ainsi la synchronisation de la machine.

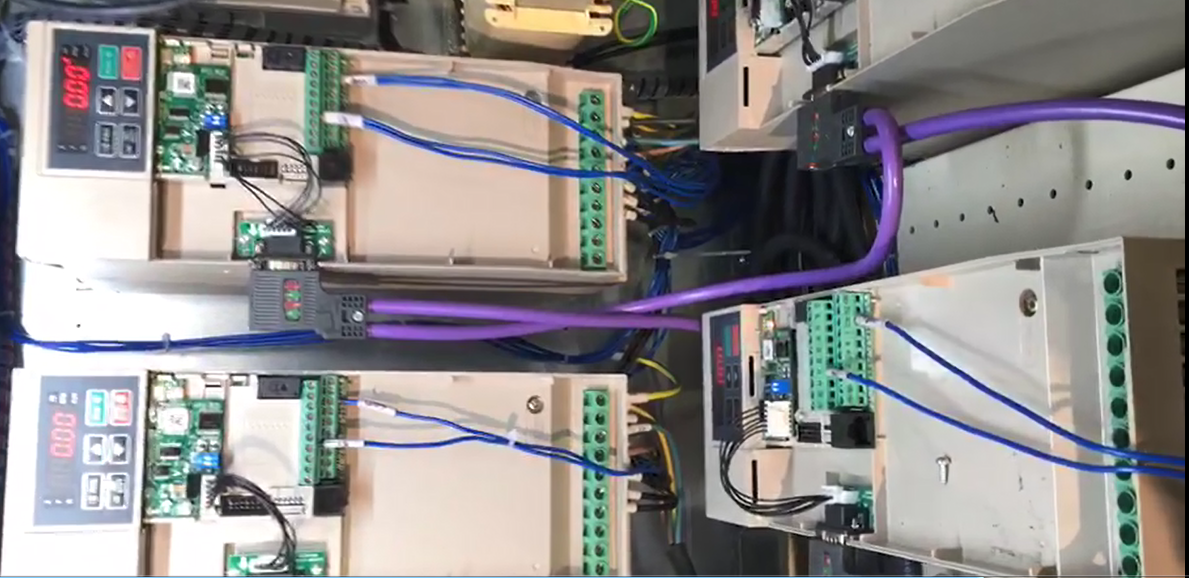
Onduleurs AC300
Paramétrage (MODBUS 485) : Le paramétrage est simple, rapide et pratique !
| Function number and setting value | Function name | Function number and setting value | Function name |
| F00.02=2 | Run command given 485 | F00.03=6 | Frequency given 485 |
| F13.00=1 | Slave selection | F13.01 | 485 communication address |
| F13.02 | Communication baud rate | F13.03 | MODBUS data format |
Parameter setting (PROFIBUS DP): You can use the default PZD1 by configuring our GSD file in DP!
| Function number and setting value | Function name | Function number and setting value | Function name |
| F00.02=2 | Run command given | F00.03=6 | Frequency given |
| F13.00=1 | Slave selection | F13.27 | DP communication address |
| The primary station sends data to the PZD area | ||
| Inverter command | Inverter target frequency | Inverter function parameters change in real time |
| PZD1 | PZD2 | PZD3~PZD10 |
| nverter response data PZD area | ||
| Inverter status | Frequency inverter running frequency | Real-time reading of inverter function parameter values |
| PZD1 | PZD2 | PZD3~PZD10 |
Le paramétrage est simple, rapide et pratique
Application de l'onduleur AC300 dans le contrôle synchrone de la machine composite
1. Présentation
Le composite TPU est un matériau composite de film TPU composite sur divers tissus, combinant les caractéristiques des deux pour obtenir un nouveau tissu. Le TPU peut être formé en un film par écoulement, film soufflé, calandrage ou revêtement. Il présente les avantages d'une bonne élasticité, ténacité, résistance à l'usure, bonne résistance au froid, protection de l'environnement et non-toxicité. Il existe de nombreuses petites usines en Chine, dont la plupart sont des films TPU achetés auprès d'usines de films extérieures, et elles ne font que terminer le processus de collage. Après le processus de post-collage, le film TPU doit être ajouté à nouveau à haute température et haute pression. Si le processus est mal contrôlé, cela endommagera le film, même de petits trous. La conversion de fréquence peut contrôler la vitesse du moteur, de sorte qu'il peut être lent à la vitesse élevée dans le processus de production lorsque la colle est appliquée. Lorsque le film est inégal dans un certain lien, le terminal peut être contrôlé pour accélérer et décélérer pour atteindre la vitesse du moteur et améliorer la qualité et l'efficacité du produit composite TPU.
2. L'ensemble complet d'équipements et de principe de fonctionnement sur la machine à point de colle
L'ensemble de la machine à point de colle est généralement composé de 10 ensembles de moteurs de commande, corps principal, collage, curling, ouverture, transport, refroidissement par eau, traction, ouverture en silicone 1, ouverture en silicone 2 et pose de film. En contrôlant le démarrage sur la borne de commande, le réglage total est contrôlé pour contrôler la vitesse de l'ensemble du moteur. Lorsqu'un film est inégal dans une certaine section, il peut être ajusté par le potentiomètre de réglage correspondant au moteur, de sorte que la fréquence de la machine principale, la colle, l'ouverture, le transport et la vitesse d'ouverture de l'ouverture en silicone 1 et 2 sont cohérents, et enfin la production synchrone du produit est réalisée.

Application de l'onduleur AC300 dans le contrôle synchrone de la machine composite 1

Application de l'onduleur AC300 dans le contrôle synchrone de la machine composite 2

Application de l'onduleur AC300 dans le contrôle synchrone de la machine composite 3
3. Fonctions implémentées sur la machine à point de colle
La fonction de la machine à point de colle sur la machine composée de TPU : l'ensemble des moteurs peut être synchronisé, et la multi-vitesse est réalisée, le fonctionnement est stable et la tension de chaque film doit être cohérente. Voici les caractéristiques d'une machine composite :
(1) Four de séchage spécial à haut rendement pour améliorer l'efficacité du séchage et réduire la consommation d'énergie ;
(2) Utilisation d'une méthode de collage au rouleau anilox, revêtement uniforme ;
(3) Réaliser un contrôle synchrone précis et contrôle multipoint, facile à utiliser et à entretenir ;
(4) Un réglage fin individuel et un réglage fin total peuvent obtenir une accélération et une décélération ;
Paramètres de l'hôte :
| Function number and setting value | Function name |
| F00.00=0 or 1 | To be consistent with the slave |
| F00.02=1 | Terminal control |
| F00.03=2 | (AI1 given) main potentiometer + trimmer potentiometer |
| F00.09=50 | Maximum frequency |
| F00.11=50 | Upper limit frequency |
| F00.14 | Acceleration time (mainframe and slave are consistent) |
| F00.15 | Deceleration time (main unit and slave are consistent) |
| F01.16 | Acceleration and deceleration mode (main unit, slave machine consistent) |
| F02.00=1 | Forward running |
| F13.00=1 | Set as host |
| F13.09=0031 | The host sends the slave output frequency and running command, and can set the send run command according to the actual situation. |
Slave parameter setting:
| Function number and setting value | Function name |
| F00.00=0 or 1 | To be consistent with the host |
| F00.02=2 | Communication control |
| F00.03=6 | Communication given |
| F00.04=2 | (AI1 given) bipolar potentiometer for fine-tuning the frequency. If the speed of the slave and the host are inconsistent during the speed regulation, the potentiometer can be adjusted. |
| F00.05=1 | Set channel A as the reference source, channel B set frequency = channel B frequency reference source × channel A set frequency absolute value / maximum frequency), because it is in fine tuning mode, so F00.05 is recommended to be set to 1, Not set to 0 |
| F00.06=2 | Frequency combination mode channel A+ channel B |
| F00.09=50 | Maximum frequency |
| F00.11=50 | Upper limit frequency |
| F00.14 | Acceleration time (mainframe and slave are consistent) |
| F00.15 | Deceleration time (main unit and slave are consistent) |
| F01.16 | Acceleration and deceleration mode (main unit, slave machine consistent) |
| F13.00=0 | Set to slave |
| F13.00=1, 2, 3, 4...... | Set the slave address according to the number of slaves |
L'onduleur AC300 de notre société a de nombreuses applications dans le domaine de la transmission synchrone, réalisant une synchronisation et une liaison proportionnelle entre plusieurs moteurs, et présente les avantages d'une performance à coût élevé, d'une précision de contrôle élevée, d'une réponse de performance rapide, d'un câblage simple et d'un fonctionnement pratique. Dans l'industrie du contrôle industriel pour obtenir une bonne réputation. À l'avenir, nous fournirons de meilleures solutions de transmission synchrone, et nous exploiterons l'application de transmission synchrone pour donner à nos clients un meilleur sens de l'utilisation.








 Laisser un message
Laisser un message