 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtNé pour améliorer l'efficacité du positionnement de la broche de machine-outil - AC200-CS
Vue d'ensemble
Depuis l'annonce du variateur de fréquence à usage général VEICHI AC200, il a considérablement amélioré l'efficacité du système d'entraînement pour nos clients grâce à ses excellentes performances et son excellente fiabilité. Sur la base du contrôle vectoriel en boucle fermée haute performance de l'AC200, VEICHI AC200-CS intègre une technologie de positionnement de haute précision, intégrant le contrôle de vitesse, le contrôle de position et le contrôle de couple en un tout organique, et réalise un asservissement en boucle fermée. du moteur de broche. En tant que système d'entraînement principal de la machine-outil, le servomoteur de broche AC200-CS peut réaliser un fraisage, un tournage, un meulage et d'autres traitements de haute précision, offrant aux clients une grande variété de solutions efficaces de traitement de machines-outils.

VEICHI AC200
Programme système
Dans cet article, nous présentons principalement l'application du servomoteur de broche AC200-CS sur la broche du tour. En tant qu'unité d'entraînement de broche, l'AC200-CS coopère avec la commande du système CNC, mettant en œuvre le réglage et le positionnement de la vitesse de broche et complétant l'opération de taraudage rigide.
Schéma de l'architecture du système
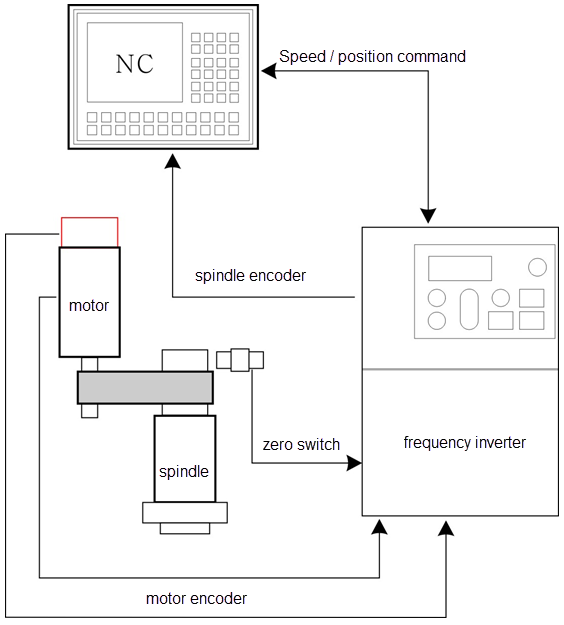
Schéma de l'architecture du système
Flux de traitement et étapes opérationnelles
(1) Avant de démarrer, faites tourner manuellement la broche, ajustez la position de la broche à la position définie, interrogez le paramètre d'entraînement C-40 (angle actuel de la broche) et entrez manuellement la valeur du paramètre au paramètre F9-37.
(2) Démarrez la machine-outil, installez le dispositif et verrouillez le mandrin. Entrez M03 ou M04 (commande de marche positive/négative de la broche), ajustez la vitesse via le signal analogique, puis la broche passe en rotation à grande vitesse et la rotation va à la station pour tourner.
(3) Lorsque le processus de tournage est terminé, le système CNC donne la commande M19 (positionnement de la broche), la broche tournera à l'angle défini.
(4) Lorsque la pièce tourne à l'angle défini, la machine CNC donnera M29 (taraudage rigide) commande; la broche suivra le nombre d'impulsions donné par la machine-outil jusqu'à ce que la pièce soit terminée.
(5) Une fois le traitement terminé, le mandrin se libère et la machine-outil s'arrête.
Caractéristiques de l'AC200-CS
Performances
A. rigidité basse fréquence :
Il peut produire 180 % du couple nominal à 0,5 Hz, garantissant une stabilité et une fiabilité élevées de la pièce de la machine-outil à basse vitesse. Dans l'état de servo zéro et dans l'état de charge nominale, la réponse la plus rapide peut être effectuée dans un délai de 50 ms et garantir que la broche est toujours à l'état arrêté.
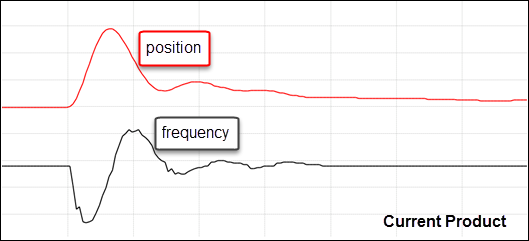
Produit actuel
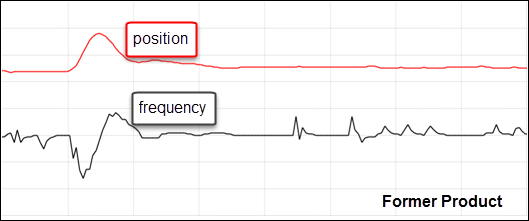
Ancien produit
B. vitesse, mise à niveau de la réponse de position :
Le servomoteur de broche AC200-CS combine tension et amp; la suppression du courant et le freinage dynamique, ce qui permet à l'unité d'entraînement de la machine-outil (broche) d'atteindre une accélération et une décélération rapides et constantes, améliorant ainsi l'efficacité de la production. En mode position, le cycle de réglage de la boucle est grandement amélioré pour garantir que la broche puisse rapidement effectuer une réponse de position et terminer rapidement le contrôle de positionnement.
Dans les mêmes conditions, le temps de décélération du moteur est réduit à la moitié ou plus d'origine, la broche ralentit rapidement et avec précision, de manière sûre et fiable.
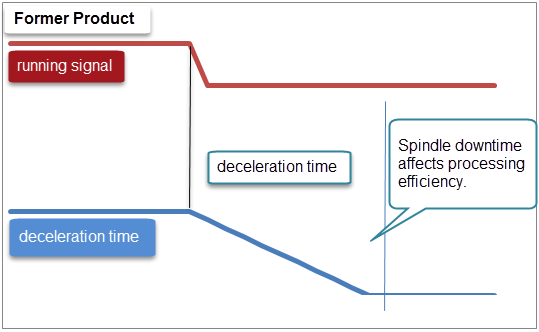
ancien temps de décélération du produit
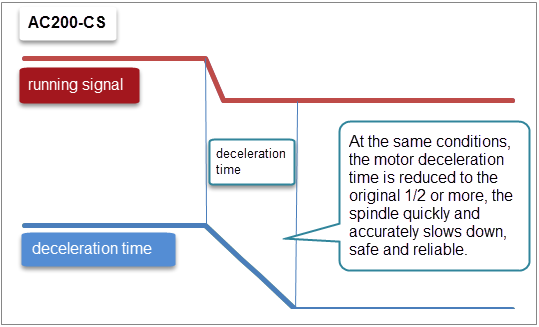
Temps de décélération de l'AC200-CS
C. Couple élevé à basse fréquence, forte capacité de champ magnétique faible
Il peut répondre à l'usinage de précision de la broche au-dessus de 5 000 tr/min, mais peut également répondre aux taraudages rigides en dessous de 40 tr/min.
Forte applicabilité
Il est applicable à tous les types de machines-outils CNC, capables d'entraîner une fraiseuse CNC, des tours CNC, une aléseuse CNC, une rectifieuse CNC, une broche et autres.
Il peut adapter un moteur de servobroche AC, un moteur à fréquence variable, un moteur asynchrone triphasé.
Machines-outils CNC
Application des caractéristiques
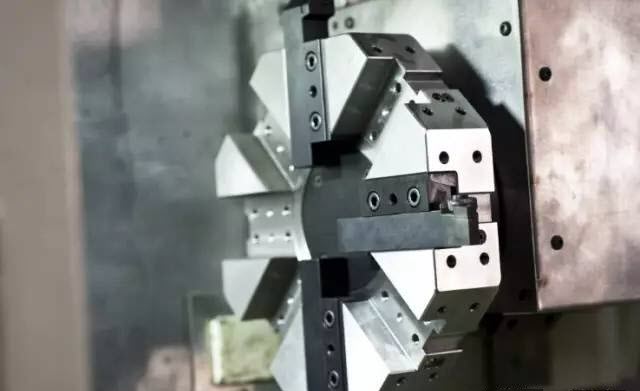
Contrôle d'indexation quasi-stop de broche à 8 segments : la précision d'arrêt précise du traitement de la pièce d'alésage peut être précise à 0,1° ; ou moins dans la condition de positionnement multi-axes continu, 360 ° position angulaire arbitraire, positionnement continu à 8 positions.
Tapotage rigide : prise en charge de l'impulsion + direction, commande d'entrée d'impulsion orthogonale AB, la vitesse maximale du taraudage rigide peut atteindre 5 000 tr/min, erreur de taraudage dans ± 1 impulsion.
Position multi-segments interne à 4 segments : le paramètre de commande de position interne de chaque section est défini indépendamment, la position simple ou multi-segments peut être positionnée de manière cyclique pour faciliter à l'utilisateur la planification de la trajectoire de la broche.
Retour à l'origine : garantit un retour automatique à l'origine définie une fois la pièce terminée à chaque fois. Le commutateur zéro peut être installé du côté de la broche, grâce à cette fonction, il peut également réaliser un arrêt d'impulsion zéro externe.
Rapport de transmission électronique : pour obtenir un rapport d'entraînement par courroie synchrone (non 1 : 1) dans les applications de traitement de machines-outils CNC.
La précision de l'alésage des pièces traitant un arrêt précis peut être précise à 0,1 ° ou moins.

Servo de broche principale








 Laisser un message
Laisser un message