 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtApplication des onduleurs VEICHI sur les machines à tréfiler
Avant-propos
La machine à tréfiler est également appelée machine à tréfiler. La machine à tréfiler est un équipement mécanique largement utilisé dans les applications industrielles. Elle est utilisée dans la fabrication de machines, la transformation des métaux, la pétrochimie et le plastique, les produits en bambou et en bois, les fils et câbles et d'autres industries.
Selon son utilisation, la machine à tréfiler peut être divisée en machine à tréfiler les métaux (pour le pré-traitement de produits métalliques tels que les pièces standard), machine à tréfiler les plastiques (utilisée dans l'industrie des produits en plastique pour produire divers creux, fils pleins ou plats pour le traitement en profondeur du polyester, du nylon, du polyéthylène, du polypropylène, des copeaux de polyester, etc.), machine à tréfiler le bambou et le bois (utilisée dans l'industrie du bambou et des produits en bois pour fabriquer des baguettes, des cure-dents, des bâtons de barbecue, etc., retirer la soie de bambou, équipement spécial pour le retraitement de la laine de bois).
La machine à tréfiler peut être divisée en un type direct et un type à réservoir d'eau par étirement. Le diamètre du fil peut être divisé en une grande tréfileuse, une tréfileuse moyenne, une tréfileuse fine et une micro-tréfileuse, etc. Elles sont composées de deux parties : le tréfilage et le fil. Afin d'améliorer le rendement, la qualité et le coût du câble, la machine à tréfiler est généralement remplacée par un contrôle à tension constante à double conversion ou multi-conversion. À l'heure actuelle, la plupart des contrôles synchrones à fréquence variable adoptent généralement le mode de contrôle du contrôleur PID externe. Les inconvénients de cette méthode sont les suivants : Les paramètres de contrôle du contrôleur PID sont difficiles à déboguer, coûteux et faciles à endommager. La quantité analogique présente des problèmes d'atténuation et de dérive lors de la transmission. Les coûts d'entretien et de maintenance sont élevés. L'utilisation de l'onduleur de la machine à tréfiler est facile à utiliser, facile à déboguer et économique. C'est une tendance dans l'utilisation des machines à tréfiler. À l'heure actuelle, la machine à tréfiler de VEICHI est bien vendue dans tout le pays et sa réputation est très bonne. Il a reçu des éloges unanimes de la part de divers fabricants dans le domaine des machines à tréfiler.

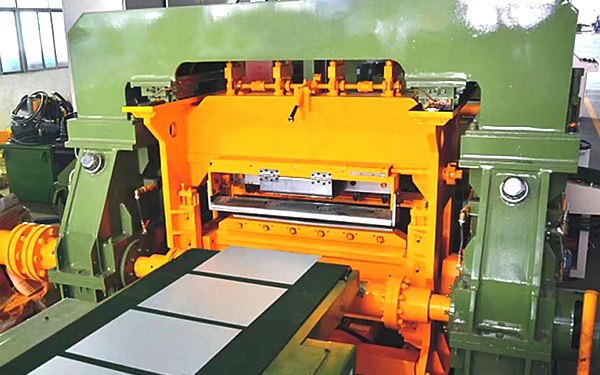
Machine à tréfiler
Introduction et principe de fonctionnement de la machine à tréfiler
Présentation de la machine à tréfiler droite
La machine de tréfilage directe est un petit équipement de production continue composé d'une pluralité de têtes de tréfilage. En étirant un par un, le fil peut être étiré à froid selon les spécifications requises en une seule fois, de sorte que l'efficacité de travail est relativement élevée. Cependant, étant donné que le diamètre du fil change après chaque étape de tréfilage, la vitesse de ligne de travail de chaque tête de tréfilage doit également être modifiée. Caractéristiques : plusieurs têtes de plumage, conversion de fréquence multiple, réglage PID multiple.
Le principe de la machine à tréfiler droite
(1) Le principe de fonctionnement de la machine à tréfiler droite est de contrôler le temps d'écoulement du métal de chaque bobine pour qu'il soit égal.
(2) L'usure de la matrice de tréfilage, la fluctuation de la vitesse du moteur , l'irrégularité de l'épaisseur du fil et autres sont détectées par le capteur de déplacement, et l'algorithme PID est utilisé comme compensation de vitesse.
(3) La vitesse de la dernière bobine est donnée comme principale, et l'autre les bobines sont données par le rapport de réduction et le rapport de transmission.

Le principe de la machine à tréfiler droite
Présentation de la machine à tréfiler de type réservoir d'eau
La machine de tréfilage du réservoir d'eau est également appelée machine de tréfilage humide, et le processus de tréfilage est effectué dans le réservoir d'eau, ce qui peut dissiper efficacement la chaleur générée par le tréfilage du fil d'acier et le glissement du fil d'acier sur la bobine. et convient à la production de fil d'acier de petite taille.
Le principe de fonctionnement de la machine à tréfiler de type réservoir d'eau
(1) L'hôte fait glisser la roue de la tour et entre dans la petite bouche à travers la grande bouche du moule pour terminer le processus d'épaississement de la ligne fine.
(2) La tension est convertie en 0-10 V. signal électrique par un potentiomètre connecté à la tige de tension.
(3) La fonction de calcul du diamètre d'enroulement automatique de conversion de fréquence d'enroulement, c'est-à-dire que à mesure que le fil est de plus en plus grand, la vitesse du fil est automatiquement réduite et la tension la tension de retour est combinée avec le fonctionnement PID pour maintenir la tension du fil constante.

Le principe de fonctionnement de la machine à tréfiler de type réservoir d'eau
Exigences de processus pour l'onduleur de machine à tréfiler
(1) Couple basse fréquence supérieur, réponse dynamique rapide, précision en régime permanent ultra-stable et aucun broutage.
(2) Tous les algorithmes de contrôle de tension sont intégrés dans l'onduleur et les fonctions caractéristiques du Les machines à tréfiler sont intégrées à l'onduleur. La fonction de contrôle complète de la machine à tréfiler compliquée peut être réalisée sans avoir besoin de circuits de contrôle périphériques.
(3) Lorsque l'hôte démarre et s'arrête, la déconnexion n'est jamais autorisée. S'il y a un défaut de déconnexion, il doit être rapidement alerté et arrêté d'urgence.
(4) Le fonctionnement est stable. Pendant le fonctionnement normal, la barre pendulaire n'est pas autorisée à entrer en collision avec les limites supérieure et inférieure, et le même débit peut être maintenu en même temps.
(5) Gardez la ligne synchronisée pendant l'arrêt et maintenez la relation proportionnelle de la vitesse de chaque ligne à tout moment.
(6) L'onduleur intègre plusieurs ensembles de paramètres spéciaux de la machine à tréfiler et appelle directement les paramètres correspondants, sans que le client ait besoin de définir les paramètres un par un.
Les caractéristiques de l'onduleur de machine à tréfiler AC310, AC200-L
(1) Calcul automatique unique du coefficient de diamètre du rouleau
À mesure que le diamètre d'enroulement de la machine d'enroulement continue d'augmenter, la fréquence de sortie de la machine d'enroulement doit être continuellement réduite. Les onduleurs des séries AC310 et AC200-L sont spécialement équipés d'une fonction de calcul du diamètre d'enroulement pour calculer dynamiquement, en temps réel et automatiquement le diamètre d'enroulement actuel de la machine de réception de fil afin d'obtenir le meilleur effet de reprise de tension constante.
(2) Incrément du coefficient K1 du diamètre du rouleau
Pendant le processus de fonctionnement, lorsque la barre d'équilibrage de tension est décentrée, la fonction de calcul automatique du coefficient de diamètre d'enroulement K1 est activée. Afin d'assurer la stabilité de la tension à haute, moyenne et basse vitesse, les différents écarts de position des tiges du pendule correspondent à différents incréments de coefficients K1 de diamètre de rouleau, et les différents taux de changement de diamètre de rouleau du système sont différents. L'incrément K1 est ajusté pour obtenir un calcul précis du diamètre du rouleau.
(3) Méthode puissante de calcul du diamètre de la bobine
Afin d'assurer le bon fonctionnement de la machine à enrouler le fil à proximité du centre du pendule, le calcul automatique du diamètre d'enroulement est une fonction importante. Il existe deux méthodes de calcul automatique du diamètre d'enroulement dans l'AC310 et l'AC200-L : la méthode de la vitesse linéaire et la méthode intégrale de l'épaisseur. Cela garantit que les performances du contrôle de tension sont plus parfaites.
(4) Réinitialisation du diamètre du rouleau (manuel / automatique)
À vitesse de ligne identique, la fréquence de sortie de la machine d'enroulement au diamètre plein et au diamètre vide diffère considérablement. Afin de synchroniser la vitesse de la machine de réception de fil et de la ligne hôte, la machine de réception de fil doit effectuer la réinitialisation du diamètre du rouleau lors du changement de rouleau. Lorsque la fonction de réinitialisation automatique du diamètre du rouleau est utilisée, le coefficient K1 du diamètre du rouleau est automatiquement réinitialisé après chaque arrêt. En cas de panne de courant ou d'arrêt d'urgence, la fonction de réinitialisation manuelle du diamètre de la bobine doit être utilisée, c'est-à-dire que le terminal multifonction externe est défini comme terminal de réinitialisation du diamètre de la bobine.
(5) Compensation des frottements
Le module intégré de compensation de frottement statique et de compensation de frottement coulissant assure le travail de lutte contre le frottement et rend le système plus parfait.
Méthode de câblage recommandée
Les méthodes de câblage suivantes sont basées sur l'AC200-L.
(1) Le commutateur de démarrage est connecté à la borne X3 de l'unité principale (la valeur d'usine est le jogging en avant)
(2) Le commutateur de démarrage du terminal externe est connecté à l'hôte X1.
( 3) Le potentiomètre de vitesse de traction est connecté au +10 V, VS1 et GND de la machine à tréfiler (unité principale).
(4) La sortie analogique du terminal hôte AO1 et du terminal GND sont connectées au terminal VS et Borne GND de la machine de relevage de fil.
(5) Court-circuitez la borne de cavalier J2 sur la carte de commande.
(6) Le potentiomètre de la tige de tension est connecté au +10V, AI et GND bornes de l'onduleur série AC200-L.
Une fois la valeur de retour de la barre d'équilibrage de tension connectée à l'onduleur de la machine à tréfiler de la série AC200-L comme indiqué ci-dessus, la barre de tension est déplacée dans la direction de l'oscillation de la barre de tension en fonction de la tension du fil, et le signal de retour PID (C-09) est surveillé. La valeur doit être petite à grande, généralement comprise entre 0,0 % et 100,0 %. Si ce n'est pas dans cette plage, la position du potentiomètre de tension doit être modifiée de sorte que le point central soit d'environ 50,0 %, et le potentiomètre de tension doit être à 360°. potentiomètre de haute précision; si le réglage électrique est gênant, la tige de tension peut être levée directement jusqu'à la position physique de hauteur intermédiaire garantie par le réglage de la tension du fil, puis la valeur de retour du potentiomètre est de 50,0 %. Cette méthode de réglage est conçue pour garantir que les écarts positifs et négatifs de la tension peuvent être obtenus par la barre de tension pour obtenir l'énergie de stockage décalée de la même distance de position.
Paramètres recommandés pour la machine à tréfiler (AC200-L)
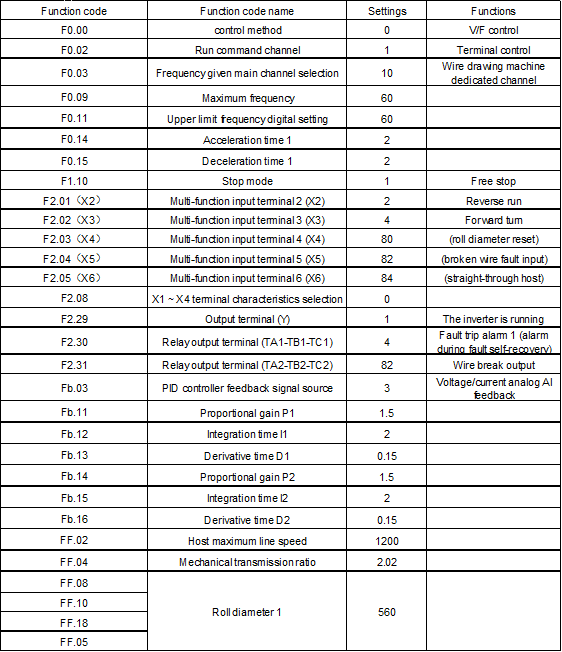
Paramètres recommandés pour la machine à tréfiler (AC200-L)
Paramètres recommandés par hôte de conversion à double fréquence de type réservoir d'eau (machine à tréfiler)
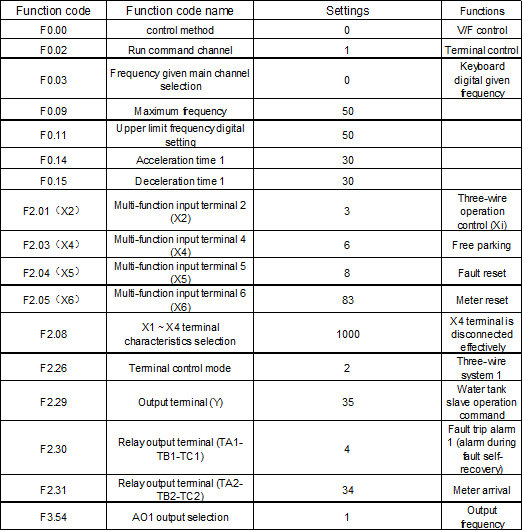
Paramètres recommandés par hôte de conversion à double fréquence de type réservoir d'eau (machine à tréfiler)
Paramètres recommandés pour la machine à fil de conversion à double fréquence de type réservoir d'eau
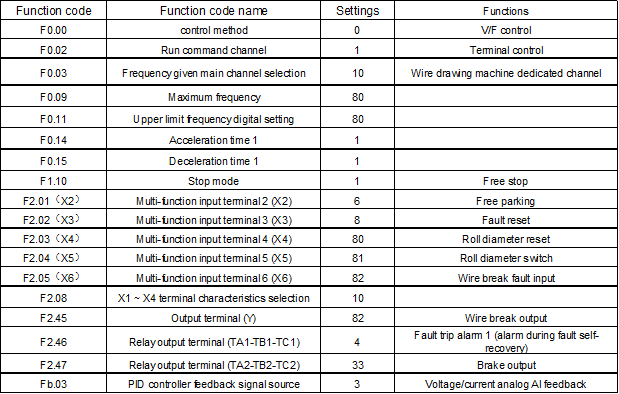
Paramètres recommandés pour la machine à fil de conversion à double fréquence de type réservoir d'eau
Remarque : Les valeurs des paramètres recommandées ci-dessus peuvent ne pas être applicables à certaines conditions spéciales et seront ajustées en fonction des conditions du site pendant l'utilisation.
Débogage de l'onduleur
Unité principale, câblage de la machine de réception de fil
La fréquence de sortie de l'onduleur hôte est connectée par le port de sortie analogique programmable A01 et la borne GND au port d'entrée actuel AS et GND de l'onduleur de réception de ligne ; la fréquence de sortie de l'onduleur hôte est utilisée comme fréquence d'anticipation de la machine de réception de fil, et la machine de réception de fil Les ajustements PID calculés en interne fonctionnent ensemble pour garantir que la tension de la ligne rétractable est constante.< /p>
Câblage de retour de prise de fil
Les trois extrémités du potentiomètre du levier d'équilibrage de tension sont connectées au +10 V, AI et GND de l'onduleur récepteur, et sont réglées en fonction de la tension de retour de position maximale et de la tension de retour de position la plus basse du levier pivotant. [F3.06] et [F3.08], respectivement. Il peut garantir que la valeur du retour PID est de 50 % lorsque le pendule est en position médiane. Le potentiomètre de retour de tension doit être un angle de 360°. potentiomètre de haute précision.
Câblage de la résistance de freinage
Afin de garantir que la tension de la ligne rétractable est constante, l'onduleur de la machine d'enroulement doit accélérer et décélérer en peu de temps. Lorsque la vitesse ralentit, la tension linéaire de l'onduleur augmente. Pour assurer le fonctionnement normal de l'onduleur, un frein externe est nécessaire. Pour la résistance et la résistance de freinage, reportez-vous au manuel d'utilisation de l'onduleur série AC200. La résistance de freinage est connectée au (+) et au PB de la machine à tréfiler de la série AC200-L.
Fonction de détection de rupture de fil
Lorsque la valeur du retour de tension est inférieure à la limite inférieure de détection de déconnexion PID [FF.20] ou dépasse la limite supérieure de détection de déconnexion PID [FF.21] et continue pendant la durée définie par [FF.24], l'onduleur est [FF. 25] La méthode de sélection est traitée en conséquence. Limite inférieure d'alarme de fil cassé [FF.20] : définissez la limite inférieure de la détection de déconnexion PID de la machine à tréfiler, le signal de retour est inférieur à la valeur limite inférieure de l'alarme de déconnexion et continuez [FF.24] le délai de jugement de détection de déconnexion, puis il est considéré comme un dessin. La machine est déconnectée. Limite supérieure de l'alarme de ligne brisée [FF.21] : définissez la limite supérieure de la détection de tréfilage de la machine à tréfiler. Le signal de retour dépasse la limite supérieure de l'alarme de rupture de fil et continue [FF.24] Après le délai de jugement de détection de rupture de fil, on considère que le tréfilage La machine est déconnectée. Délai de jugement de détection de rupture de fil [FF.24] : Afin d'éviter les fausses alarmes.
Lorsque le système détecte une déconnexion, une fois que la détection de déconnexion a déterminé le délai, il signalera le défaut de déconnexion. Mode de fonctionnement en cas de défaut de déconnexion : 0, arrêt libre et alarme ; 1, seule l'action du terminal de défaut de déconnexion, lorsque l'onduleur détecte la déconnexion, continue à fonctionner. Dans le même temps, si la borne de sortie multifonction est réglée sur la sortie de déconnexion, le signal valide est émis immédiatement.
Afin d'éviter les fausses alarmes lors du démarrage ou de l'arrêt, l'onduleur peut être configuré pour fonctionner plus longtemps que [FF.22] et la fréquence de sortie de l'onduleur est supérieure à la fréquence de réglage [FF.23].
La déconnexion est détectée et l'onduleur est libre de s'arrêter et de signaler un signal "E.PID". faute. Si [FF.25] est réglé sur 1, le défaut de déconnexion est automatiquement réinitialisé après le temps réglé par [FF.27].
Contrôle des freins
Lorsque l'esclave s'arrête, le signal de freinage est émis (sortie de la borne de sortie sélectionnée) et la sortie est arrêtée immédiatement après le temps défini par [FF.29]. Pendant la sortie du signal de freinage, si la commande de marche est valide, arrêtez immédiatement le frein.






 Laisser un message
Laisser un message